
Cost-Efficient Production: The Benefits of Copper Rotors for Motors

Lower Materials Cost + Smaller Frame Sizes = Double-Digit Savings
Recent data and studies highlight the cost and efficiency advantages of using die-cast copper rotors in electric motors. The ability to substitute copper for aluminium in motor rotors can either increase electrical efficiency when motor size is held constant or reduce size and weight when maintaining the same horsepower and/or efficiency. This approach has significant implications, especially in developing countries where energy efficiency and cost savings are critical.
Efficiency and Size Benefits
In a recent case study, several motor manufacturers reported significant increases in efficiency by directly substituting copper for aluminium in an agricultural irrigation application (see Update, October 2004). This substitution allows designers to optimize motors for given applications by trading off efficiency, size, and power.
Cost Analysis of Copper-Rotor Motors
The primary concern with copper-rotor motors has been their production cost compared to aluminium-rotor motors. A comprehensive study conducted for the Copper Development Association Inc. (CDA) by Dr. Edwin Brush of BBF & Associates analysed the commercial-scale manufacturing costs of Epact/EFF-1-compliant general-purpose motors with die-cast copper rotors. The study compared these costs to those of industry-equivalent, mass-produced aluminium-rotor motors with similar operating characteristics and efficiencies.
Key Findings
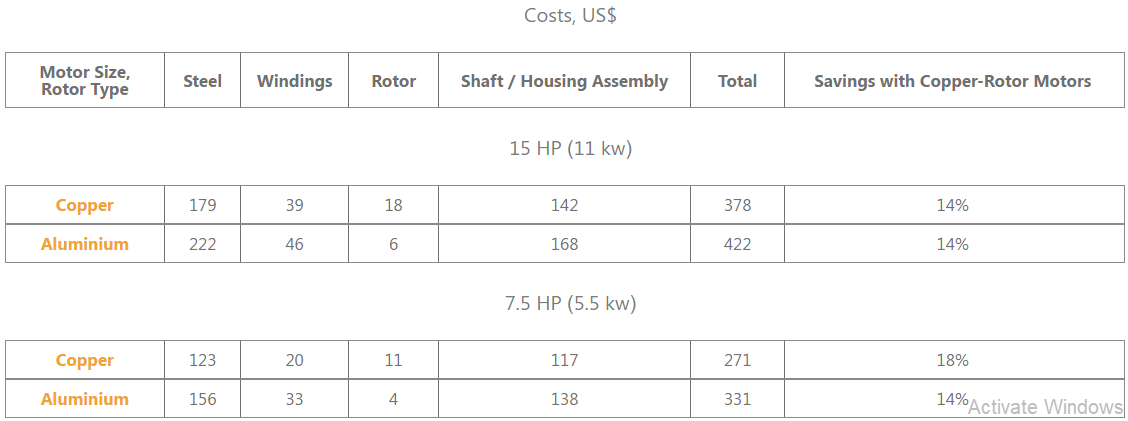
The study found that motors with copper rotors cost significantly less to produce. Specifically, a 7.5-hp motor with a copper rotor costs an average of 18% ($60) less to produce, and a 15-hp motor costs 14% ($64) less than their aluminium counterparts. The table below breaks down the cost data:
- Motors Designed for Equivalent Energy Efficiency and Performance Characteristics
- Costs, US$
Motor Size, Rotor Type
Steel ($)
Windings ($)
Rotor ($)
Shaft / Housing Assembly ($)
Total Cost ($)
Savings (%)
- 15 HP (11 kW)
Copper
179
39
18
142
378
14%
Aluminium
222
46
6
168
422
-
- 7.5 HP (5.5 kw)
Copper
123
20
11
117
271
18%
Aluminium
156
33
4
138
331
-
Interpreting the Data
The motors optimized for copper incorporated several design modifications, including slot design, number of teeth, stack height, gap width, shaft and bearing characteristics, stator laminations, and winding configurations. These optimizations, particularly the reduction in frame size, contributed significantly to the double-digit cost reductions.
Cost Breakdown
- Steel Costs: The copper-rotor motors benefited from a reduction in steel costs due to a shorter lamination stack. For the 15-hp motor, the cost of lamination steel was reduced by $43 (19%), and for the 7.5-hp motor, the reduction was $33 (21%).
- Shaft / Housing / Assembly Costs: These costs were also lower in copper-rotor motors due to the smaller rotor size. The 15-hp motor saw a reduction of $26 (15%), and the 7.5-hp motor saw a reduction of $21 (15%).
Impact of Frame Size Reduction
The most significant cost savings came from the ability to reduce frame size while maintaining equivalent efficiency and performance. Previous analyses found that copper rotors reduced costs by 4% to 7%, primarily due to shorter lamination stacks. However, the recent study showed that optimizing the motor design to reduce frame size increased savings to 14%–18%.
Practical Implications
The CDA’s development of a cost-effective process for manufacturing copper-rotor motors has now been adopted by manufacturers in Europe and Asia, moving beyond special-purpose applications to mass-produced general-purpose motors. These motors not only perform better but also cost less to produce than aluminium-rotor motors.
Conclusion
The use of copper in motor rotors provides substantial cost savings and performance improvements. As the industry adopts these technologies, the benefits of lower production costs and higher efficiency will drive the widespread use of copper-rotor motors in various applications globally.
References
- Copper Development Association Inc. (CDA)
- BBF & Associates, Weston, Massachusetts
- Update, October 2004
- Update, March 2004, October 2004
The adoption of copper rotors in electric motors represents a significant advancement in motor design, offering both economic and environmental benefits.